埋弧堆焊的优势有哪些
2019-1-30 10:30:47 点击:
埋弧堆焊的生产率是根据单位时间内消耗的焊丝量测定的。当焊丝直径为3.2mm时,单丝自动埋弧堆焊的生产率约为4―6kg/h。为了提高生产率,可采用几台单丝埋弧焊机同时堆焊,也可改制成为双丝或多丝埋弧焊,达到高效率堆焊的目的。由于埋弧堆焊过程是连续自动进行的,采用大直径焊丝时可使用较大的堆焊电流,因此埋弧堆焊的生产率比焊条电弧堆焊高得多。埋弧堆焊比焊条电弧堆焊能更有效地保护熔融金属不受空气影响,提高堆焊金属的质量。
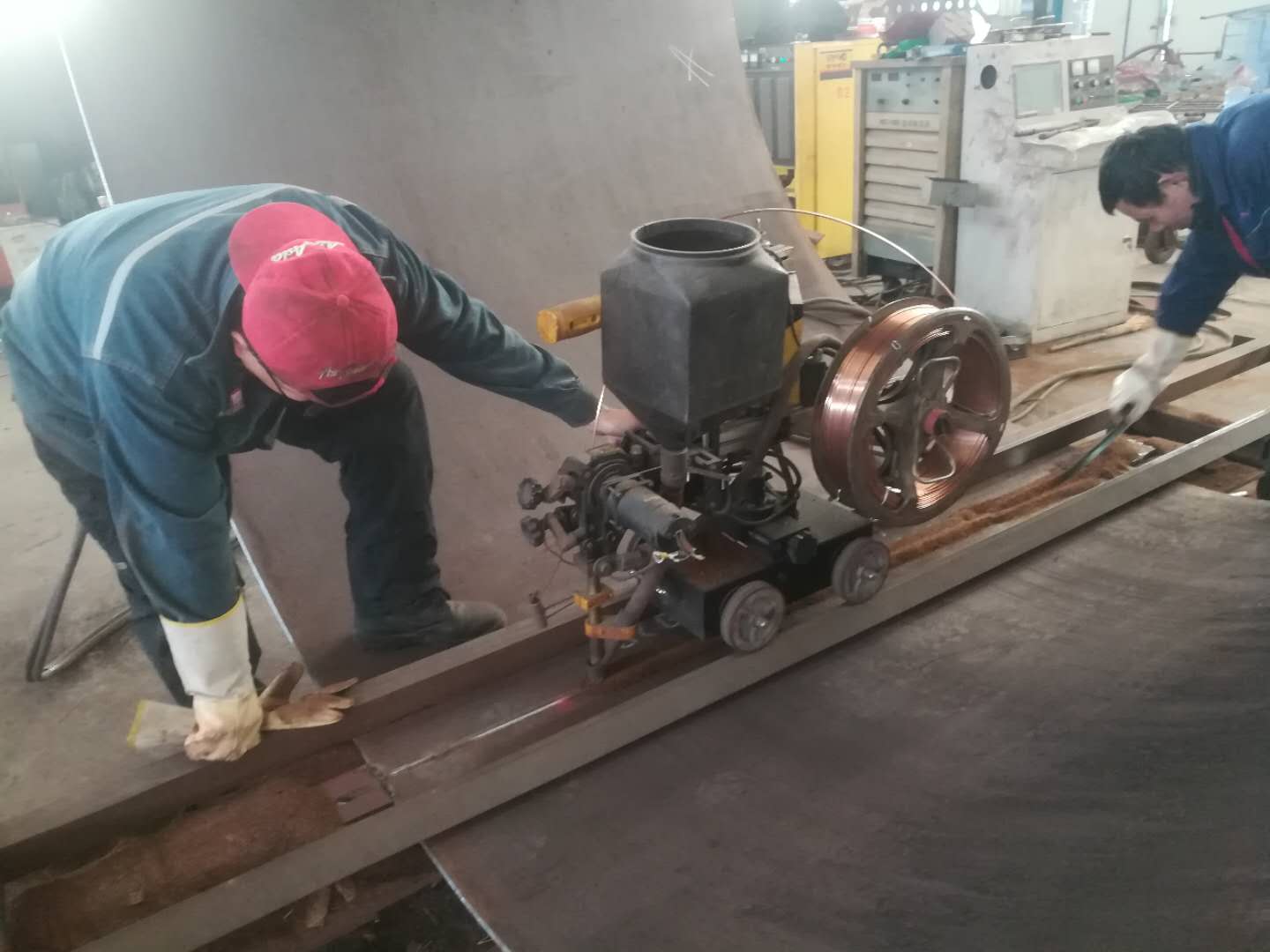
图(1)埋弧堆焊作业操作环境好
埋弧堆焊的电弧稳定燃烧在焊剂层下,无飞溅和电弧辐射、劳动条件好、焊丝熔化形成的堆焊层平整光滑、易于实现机械化和自动化、生产率高、堆焊层成分稳定。

图(2)压力容器焊接基本上都是采用的埋弧堆焊
但埋弧堆焊的热量输入较大、堆焊熔池大、稀释率比其他电弧堆焊方法高。埋弧堆焊需焊剂覆盖,只能在水平位置堆焊,适用于形状规则且堆焊面积大的零部件,例如应用在钢轧辊、车轮轮缘、曲轴、水轮机转轮叶片、化工容器和核反应压力容器衬里等大、中型零部件批量堆焊中。
- 上一篇:高硬度无裂纹耐磨钢板 2019/10/10
- 下一篇:复合耐磨钢板的磨损失效分析 2017/5/25